
-
 邹小姐:13326633089
邹小姐:13326633089 -

-
 cac_sales@sina.com
cac_sales@sina.com 


航空发动机结构件的工作温度高、温差变化剧烈、工作环境恶劣、受力情况复杂,且随着结构、功能一体化要求的提出,其结构变得更复杂、壁厚更薄,这对其制造水平提出了越来越高的要求。熔模精密铸造技术是目前国际上生产航空发动机部件的主流技术,其中陶瓷型芯是制造涡轮叶片、机匣类承力件等带有空心结构的熔模精密铸件的转接件,其作用是形成铸件的内腔形状,并与型壳共同保证铸件壁厚的尺寸精度。

随着熔模铸造朝着“精密、薄壁、无余量”的方向发展,陶瓷型芯的性能及工程可靠性面临着挑战。传统的成型技术存在废品率高、生产周期长、复杂度和尺寸精度受限等问题,因此目前高性能陶瓷型芯的先进成型技术的研究已逐渐成为陶瓷型芯制备工艺科学研究的主流。
关于陶瓷型芯的介绍,更多内容可以阅读以下文章:
陶瓷型芯先进成型技术
一、注射冷冻成型技术
注射冷冻成型工艺是在冷冻干燥技术基础上发展而来的一种制备具有定向直孔结构多孔陶瓷的成型工艺。它是指在低温下使浆料冻结,在对冻结坯体进行解冻的过程中,利用浆料中胶凝剂的胶凝构成网络骨架使坯体形状得以固定的一种成型方法。
注射冷冻成型工艺可以实现陶瓷近净尺寸成型,按其工艺途径可分为两种:一种是通过陶瓷浆料在模具中冷冻使浆料凝固,得到一定形状的坯体,然后用冷冻干燥的方法排除液相介质,获得干燥坯体;另一种则是将粉料与硅溶胶混合制备浆料,成型后通过低温冷冻使硅溶胶凝胶化得到固化的坯体,然后将坯体升温到室温下进行干燥。

注射冷冻成型工艺流程图
这种成型方法浆料中黏合剂用量少,干燥时无需真空装置,预烧时不需要填料,烧结时可快速升温。同时,浆料中易于加入陶瓷晶须或纤维等添加剂,使陶瓷型芯的烧结收缩减小,尺寸精度提高,高温性能改善。
二、无模成型技术
传统的成型方法无法摆脱模具对陶瓷型芯生产的限制,难以满足不断缩短的产品更新周期和频繁的型芯产品试制与改型的需要,亦难以满足型芯形状更复杂、结构更精细的要求。无模成型技术(Solid Free-forming Fabrication,SFF)的发展,为陶瓷型芯的成型开辟了一条新途径,使型壳与型芯的一体化快速成型成为可能,彻底解决了陶瓷型芯在型壳内定位的牢固性和精确性等难题,这对提高铸件内腔的尺寸精度和形位精度意义重大。
目前,主要的陶瓷无模成型技术包括:激光选区烧结成型(Selective Laser Sintering,SLS)、立体光刻成型(Stereo Lithography,SL)、分层实体成型(Laminated Object Manufacturing,LOM)、熔融沉积成型(Fused Deposition Modeling,FDM)、三维打印成型(Three Dimensional Printing,3DP)等,这些陶瓷无模成型技术具有各自不同的工艺特点。并不是所有陶瓷无模成型技术均适用于陶瓷型芯的生产,目前应用于陶瓷型芯制备的陶瓷无模成型技术主要包括立体光刻成型(SL)和三维打印成型(3DP)。
1.立体光刻成型
立体光刻成型(SL),又称为立体印刷成型或光敏固化成型,是出现最早和应用最广泛的快速原型技术。立体光刻成型在其应用初期主要用于高分子材料的成型,后来亦用于陶瓷成型。陶瓷立体光刻成型的基本过程是将陶瓷粉体与可光固化的树脂混合制成陶瓷浆料,铺展在工作平台上。通过计算机控制紫外线选择性照射浆料表面,陶瓷料浆通过光聚合形成高分子聚合体结合的陶瓷坯体。通过控制工作平台的移动,可使新的一层浆料流向已固化部分表面,如此反复循环,形成所需的陶瓷坯体。
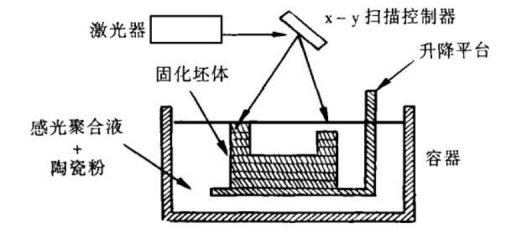
立体光刻成型示意图
用于立体光刻成型的陶瓷浆料需有较高的固体含量40%~60%和适宜的粘度(0.1~110 Pa. s @100 s-1)。陶瓷颗粒应在浆料中分散均匀,对浆料的光学性能也有一定的要求,需选择合理的光聚合引发剂,使其能在特定的光波段照射下固化,且要求浆料有足够的紫外线透过能力。
2.三维打印成型
三维打印成型(3DP)技术按照原料状态,可分为两类:粉末三维打印成型(P-3DP)和浆料三维打印成型(S-3DP)。
粉末三维打印成型是利用喷嘴向待成型的陶瓷粉床上喷射结合剂,喷射打印完一层后,粉料床通过底部的活塞向下移动一点的距离,并在粉料床顶部添加新的粉料,然后再喷射打印结合剂,重复此过程,完成后除去未喷射结合的粉料,即可得到要成型的立体工件。

粉末三维打印成型
浆料三维打印成型,亦称为喷墨打印成型(Ceramic Ink Jet Printing),是从粉末三维打印成型发展而来,同时结合了用于文字输出的喷墨打印机的原理。该技术是将待成型的陶瓷粉与各种有机物和溶剂配制成陶瓷墨水,通过打印机将这种陶瓷墨水按计算机指令逐点逐层喷打到平台上,形成所要求的尺寸和形状的陶瓷坯体。

浆料三维打印成型(喷墨打印成型)
三、负复型技术
负复型技术(Negative Replica Method) ,亦称负增材技术(Negative AM Technology),其工艺流程为:首先使用增材技术制备一个带有空腔的聚合物模具,模具空腔的尺寸与形状对应于陶瓷部件的尺寸与形状,然后将流动性良好陶瓷浆料充入上述模腔中并实现固化,随后进行聚合物模具的烧失和部件的焙烧,最终获得所需的陶瓷部件。
相比于使用增材技术直接制备陶瓷部件,负复型技术虽然增加了一个模具的制备环节,但由于制造模具所用的材料为聚合物,而聚合物增材制造方面的技术水平领先于陶瓷,这意味着整体工序的简化,亦有利于提高模具成型分辨率与部件表面质量。
原则上所有的增材技术都可以用来制备负复型技术所需的模具,然而实际应用中使用最多的技术主要包括立体光刻成型、激光选区烧结成型和熔融沉积成型。聚合物模腔中陶瓷部件的成型方法一般采用凝胶注模法,与传统的热压注法和灌浆法相比,凝胶注模法具有不依赖于设备、工艺简单灵活、充型性能好、浆料粘结剂含量低、坯体湿强度高等优点,是一种近净成型复杂陶瓷的先进技术。
和成型后的陶瓷型芯部件(b)")
SL成型的树脂模(a)和成型后的陶瓷型芯部件(b)
四、充芯材料灌浆成型技术
上述成型工艺所制备的陶瓷型芯,或为预制型芯(Precast Ceramic Core),或为带有型芯结构的一体化型壳。然而,预制型芯价格昂贵,且对于某些内腔尺寸较大且壁厚较薄的部位,蜡模无法承受住预制型芯的较大重量,极易导致蜡模变形甚至破碎;而由于铸件尺寸较大,亦无法通过负复型技术成型一体化型壳。

内腔尺寸大壁厚薄的发动机机匣型壳
基于这种情况,可以选择将整体熔模先涂挂若干层型壳,在内腔型壳的厚度不足以造成砂料搭桥前,用灌浆成型的方法将陶瓷浆料填充至型壳空腔中,填充至型壳内腔的陶瓷材料即为充芯材料(Core Packing),充芯材料与包裹在其外的型壳组合在一起,共同发挥陶瓷型芯的作用。
灌浆成型要求充芯材料在充型前应为流动性良好的液态浆料,且具有延迟固化性。充芯材料被包裹在型壳中,浇注过程中不与金属液直接接触,因此,在材料耐火度、化学稳定性等方面的要求比预制型芯及一体化型壳要低,然而对充芯材料的湿坯强度提出了更高要求。充芯材料固化在较为封闭的型壳内腔,极难干燥,这就需要充芯材料具有足够的自硬化性能。
总结
陶瓷型芯成型技术相对迟滞的发展,已成为限制高性能陶瓷型芯产业化的瓶颈。注射冷冻成型、无模成型、负复型和充芯材料灌浆成型等先进陶瓷成型技术的发展为陶瓷型芯的生产开拓了新的思路。特别是无模成型技术的发展,使陶瓷型芯的成型过程更加集成化、智能化和高效化,与传统的诸多成型方法相比表现出极大的优势。然而,无模成型技术亦存在设备昂贵、软件封闭、材料昂贵、成型性能不理想等不足。因此,陶瓷型芯无模成型技术要实现成熟的工业化应用仍任重道远。
参考来源:
1. 高温合金精密铸造用陶瓷型芯成型技术研究进展,于德海、王飞、何博、陆敏(现代技术陶瓷);
2. 高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状,康海峰、李飞、赵彦杰、徐华苹、王飞、吕和平、孙宝德(材料工程);
3. 高温合金空心叶片用陶瓷型芯的研究进展,王飞、李飞、刘河洲、王俊、孙宝德(航空制造技术);
4. 单晶叶片铸造用氧化铝基陶瓷型芯研究进展,赵童刚、王秀峰、王莉丽、江红涛(中国陶瓷)。
粉体圈小吉
本文为粉体圈原创作品,未经许可,不得转载,也不得歪曲、篡改或复制本文内容,否则本公司将依法追究法律责任。
